
Làm thế nào để giữ cho xưởng của bạn sạch sẽ và ngăn nắp?
Bởi Ruiqifeng Aluminum (www.aluminum-artist.com)
-1 -
Ở nhiều công ty,địa điểm sản xuấtthật là lộn xộn.
Người quản lý không thể làm gì được, thậm chí còn không thể chấp nhận điều đó.
Tại sao chúng ta không thể cải thiện chất lượng của chúng tôi?các sản phẩmhoặc dịch vụ?
Tại sao ngày giao hàng cho khách hàng liên tục bị trì hoãn?
Tại sao chi phí của doanh nghiệp luôn cao?
Bởi vì việc quản lý site doanh nghiệp rất bẩn, lộn xộn và kém hiệu quả.
Đánh giá quản lý doanh nghiệp là được, quan sát trực quan và hiệu quả nhất là kiểm tra nơi làm việc của mình, nơi quản lý tốt phải gọn gàng và ngăn nắp.
Chất lượng sản phẩm của những doanh nghiệp đó được đảm bảo, sự gắn kết và lực hướng tâm của nhân viên sẽ tốt hơn nhiều so với những doanh nghiệp có địa điểm hỗn loạn……
Trên thực tế, việc quản lý công trường liên quan đến rất nhiều thứ, nhưng chỉ có ba yếu tố cơ bản: công nhân, đồ vật, địa điểm; điều kiện công trường luôn thay đổi, chỉ gói gọn trong “hai luồng”: hậu cần và luồng thông tin.
Người quản lý công trường phải phân tích và nghiên cứu chi tiết ba yếu tố và hai luồng này, từ đó họ có thể tìm ra vấn đề, phân tích nguyên nhân và tìm ra câu trả lời để giải quyết vấn đề. Đơn giản là:
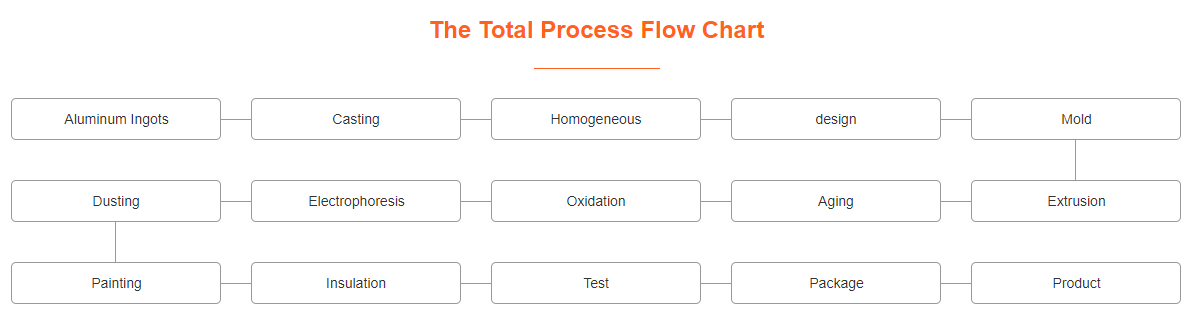
1# Kiểm tra luồng quy trình
2# Tính toán dây chuyền lắp ráp
3# Giảm các yếu tố hành động
4# Điều chỉnh mặt bằng
5# Giảm thời gian và không gian xử lý
6# Nâng cao hiệu quả của con người và máy móc
7# Rút ngắn tuyến đường chính
8# Kiểm tra quản lý trực quan
9# Tìm nguyên nhân gốc rễ của vấn đề
-2-
Sau đó, việc quản lý sự hỗn loạn của ban quản lý xưởng có thể bắt đầu từ những khía cạnh sau.
Nhân sự:Có đủ thiết bị, trình độ quản lý và nhân sự quản lý phù hợp, các loại nhân viên sản xuất và nhân sự liên quan (lập kế hoạch sản xuất, mua sắm, kiểm soát chất lượng, quản lý kho, kỹ thuật viên, thợ ống nước, thợ điện, v.v.) được cấu hình hợp lý không?
Quy trình làm việc:Quy trình làm việc (lập lịch sản xuất, quy trình mua sắm, quy trình và tiêu chuẩn kiểm tra chất lượng, phương pháp quản lý kho, v.v., phương pháp quản lý công trường) có được thiết lập không? Tất cả các phòng ban có làm việc theo quy trình làm việc không?
Lịch trình đặt hàng:Lịch trình sản xuất có hợp lý không và năng lực sản xuất có bị quá tải mà không có biện pháp tương ứng không?
Quản lý chất lượng:Có tiêu chuẩn chất lượng bằng văn bản tương ứng không, và nhân viên chất lượng có thực hiện đầy đủ theo tiêu chuẩn trong quá trình kiểm tra và kiểm tra cuối cùng không? Vấn đề có được cải thiện kịp thời không?
Quản lý sản xuất:Thiết kế dây chuyền công việc có hợp lý không? Các yêu cầu vận hành có rõ ràng không? Lịch trình sản xuất có được cân nhắc kỹ lưỡng không? Việc mua sắm vật liệu và chuẩn bị vật liệu có thể theo kịp nhu cầu sản xuất không?
Có người chuyên nghiệp phụ trách quản lý kho không, và tài khoản vật tư có rõ ràng không? Đội ngũ kỹ thuật có thể xử lý các vấn đề tạm thời một cách kịp thời và hiệu quả không?
Địa điểm sản xuất có được tổ chức không, có bẩn và lộn xộn không? Sản phẩm lỗi và sản phẩm tốt không được phân biệt hiệu quả, gây nhầm lẫn?
Về mặt quản lý hàng tồn kho:các thực hành sau đây chỉ mang tính chất tham khảo.
-3-
1、Sử dụng hệ thống ERP có hệ thống quản lý kho.
Dựa trên nhu cầu sản xuất thực tế của công ty và kết quả phản hồi từ các phòng ban khác nhau, nhân viên thông tin của công ty tiếp tục nâng cấp hệ thống ERP khi bắt đầu sử dụng phiên bản ERP gốc. Hoạt động chung của công ty có thể được trình bày theo từng hệ thống con.
Công ty có dữ liệu chi tiết từ khâu tiếp nhận đơn hàng đến sản xuất, mua hàng, tiếp nhận, loại bỏ, lắp ráp và vận chuyển, v.v. Tất cả các phòng ban đều có thể biết được tình hình tồn kho, số lượng sản xuất, mua hàng và vận chuyển theo thời gian thực.
MRP có thể trực tiếp bắt đầu lịch trình sản xuất.
2、Quản lý phân chia sản phẩm tốt và sản phẩm lỗi từ nơi sản xuất đến kho.
3、Thiết lập mã vật liệu thống nhất.
4、Kho được chia thành các khu vực, theo nhu cầu quản lý phân loại, thẻ tài khoản treo vật liệu, ghi chép chi tiết vào ra rõ ràng.
5、Các vật liệu được đóng gói theo sức chứa và số lượng cố định, sắp xếp theo thứ tự, dễ tìm và đếm.
6、 Sử dụng phương pháp phân loại ABC, tăng cường quản lý vật liệu chủ chốt.
Nhân viên kho chịu trách nhiệm về hệ thống, quản lý kho chịu toàn bộ trách nhiệm về chênh lệch vật chất. (Việc kiểm kê các sản phẩm gia công ngoài không cần thiết để vận chuyển là không bình thường, được coi là trách nhiệm của bên mua; việc kiểm kê các sản phẩm bán thành phẩm tự chế cần thiết để vận chuyển là không bình thường, được coi là trách nhiệm của bên lập kế hoạch), được bao gồm trong hệ thống quản lý hiệu suất.
Liên hệ với chúng tôinếu bạn cần thêm thông tin.
Thời gian đăng: 28-10-2022




